
Nordicas heilige Hallen
Ein lang ersehnter Traum ging für mich in Erfüllung. Ich durfte dabei sein und zusehen wie Holzkern, Kanten, Belag, Topsheet und Seitenwangen verschmelzen und aus der Presse, das Produkt kommt, um das sich schon beinahe mein ganzes Leben dreht. Ich war zu Gast bei Nordica, bestaunte die neusten Technologien und bekam ein Gespür für die komplexe Handarbeit eines einzelnen Paares Ski.
Von München aus ging es los, vorbei an Kitzbühel, über Pass Thurn direkt nach Mittersill. Das beschauliche Örtchen versprüht alpinen Charm und eine fantastische Aussicht auf weiße Gipfel und grüne Täler. Nur ein riesiges stählernes Tor lässt hinter den grauen Mauern, Schätze aus Esche und Bambus vermuten. „Hier in Mittersill produzieren wir ausschließlich Ski in Sandwich-Bauweise. Die geschäumten Ski werden in unserem Werk in der Ukraine hergestellt“. So beginnt Manfred Reitsamer die Führung durch seine heiligen Hallen. Es wird schnell klar, dass hier in Mittersill viel Wert auf Qualität und Handarbeit gelegt wird. Kaum zu glauben, aber in Mittersill werden gerade einmal 160.000 Paar Ski im Jahr produziert, wobei sich Nordica mit Blizzard die Produktionsstätte teilt und darüber hinaus werden auch einige OEM Produkte für namenhafte Hersteller gefertigt.
Gleich zu Beginn steigt mir ein verstrauter Geruch in die Nase, Erinnerungen an meine Schulwerkstatt werden wach. Ich stehe zwischen verschieden zusammen geleimten Holzkernen. Bei Nordica werden Verbindungen aus hauptsächlich heimischen Hölzern wie Pappel, Buche oder Esche verwendet. Für extravagantere Ski werden Okoume oder Bambus verwendet. Die Kombination der Hölzer macht später die Charakteristik des Skis aus, bei Nordica wird auf stabile Kerne gesetzt. Bei sehr leichten Tourenski kommt ein Balsa/Flachskern zum Einsatz. Bevor der Kern „eingesetzt“ wird, wird aus dem Rohkern der taillierte Kern gefräst, auf den anschließend die Seitenwange aufgebracht wird. Abschließend wird der Kern „abgetragen“. Bis jetzt war er an allen Stellen genau gleich dick wie die Furnierholzlatte, aus der er gefertigt wurde, Jetzt aber wird er so gefräst, dass diejenigen Teile des Holzkerns, die später leichter und weicher sein sollen, dünner gefräst werden, die stabilen Teile aber dicker bleiben. Diese Dickenverteilung macht die Performance des Skis aus, selbst beim gleichen Modell werden die Kerne unterschiedlich dick gefräßt, damit eine einheitliche Performance garantiert wird. Die angelieferten Holzkerne werden noch vor dem ersten Arbeitsschritt geprüft. „Holz ist ein natürlicher Rohstoff, daher sind keine zwei Kerne gleich steif. Durch eine engmaschige Qualitätskontrolle erzielen wir trotzdem nahezu identische Skieigenschaften“, erklärt Manfred.
Damit man die Ski nicht nur auf dem Papier unterscheiden kann, gibt es die „Druckabteilung“. Hier werden die Topsheets der unterschiedlichen Modelle gedruckt und veredelt. Bei Nordica kommen drei Verfahren zum Einsatz: Siebdruck, Thermosublimation und Digitaldruck. Die meisten Ski werden mit den ersten beiden Techniken verschönert, wobei man beim Digitaldruck die Möglichkeit hat fotorealistische Aufdrucke im Topsheet zu verarbeiten (Bspw. Bei meinem Liebling: dem Enforcer). Laut Manfred liegt die Zukunft im Digitaldruck und in der Sublimation, leider sind beide Verfahren noch nicht so rentabel wie der klassische Siebdruck.
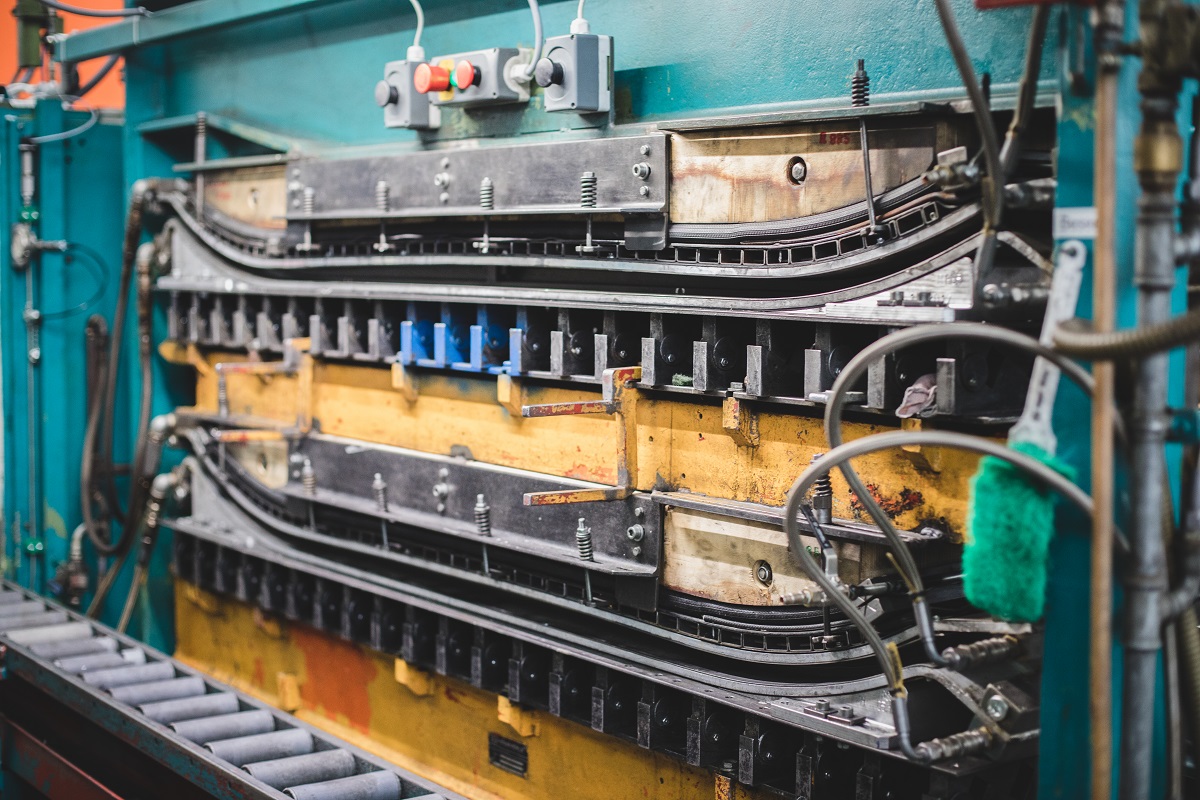
Von hier geht’s ans Zusammenbauen. Auch das passiert in Handarbeit, in Aluminiumformen, werden die Bestandteile des Skis schichtweise eingelegt, um anschließend unter Druck und Temperatur verklebt zu werden. „Für jeden Ski und jede Länge muss ein eigenes Werkzeug/Form hergestellt werden. „Das Sandwich-Pressverfahren ist dann eigentlich keine Hexerei mehr. Wir verkleben die Bauteile mittlerweile mit Prepregs, das sind Epoxi-getränkte Glasfasermatten, die in halbfertigem Zustand tiefgefroren werden und erst bei der Verwendung auf 140° erhitzt und ausgehärtet werden.“ Das Tiefkühlen ist notwendig, um die Haltbarkeit der Prepregs zu gewährleisten. Nach dem Pressen geht es zum Cutter, der überflüssige Rückstände entfernt und die „Rohlinge“ weiter in die Schleifhalle schickt. Steckt der Ski einmal in der Schleiflinie fest, kommt er nicht mehr heraus, er durchläuft mehrere Stationen von Bandschleifern und Steinschleifern, die den Ski bearbeiten. Geschliffen werden Belag, Seitenwangen, Kanten, Tip und Tail, bis das schöne Teil bei einem Kollegen landet, der den maschinellen Schliff kontrolliert und seinen Servus drunter setzt. Bekommt der Ski ein Kreuz, darf er den ganzen Prozess nochmal von vorne durchlaufen.
Haben es die Ski bis hierher geschafft scheint es nur noch ein Katzensprung bis ins Regal des Fachhändlers zu sein. Die Schutzfolien werden entfernt, alle Ski werden vermessen und Verheiratet. Verheiratet? – Ja, da nicht jeder Ski identisch gebaut werden kann, werden sie auf Gewicht und Länge geprüft und mit ihrem „Partner“ verbunden. Nach einer letzten Kontrolle bekommen die beiden ihr Schutzkleid, werden ins Lager gebracht, wo sie darauf warten auf die Pisten und Berge dieser Welt gebracht zu werden.
Galerie











Hinterlasse eine Antwort